
Questions/réponses Toc-Toc fabrication de couteaux
- Jackmaya
-
 Auteur du sujet
Auteur du sujet
- Hors Ligne
- Membre premium
-

Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 2 mois - il y a 4 ans 2 mois #1
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Questions/réponses Toc-Toc fabrication de couteaux a été créé par Jackmaya
Voici le message initiale de Toc-Toc qui me permet de vous partager en même temps plus de détails sur la fabrication de couteaux chez-soi. On me pose souvent des questions sur le sujet, je me suis donc dis que c'est une bonne idée de tout rassembler sur un même fil! Et en même temps, je vais essayer de vous donner tous les petits trucs que j'ai développer au fur et à mesure que j'en fabrique, les choses à éviter et détailler certaines étapes pour partager ce que j'ai appris tranquillement.
Superbe, tu travailles vraiment bien.
Et tu fais tout ça avec peu d'outils. Pas de forge ou de grosses machines pour rectifier le métal ou le polir. C'est très motivant de savoir qu'on peut faire de belles choses avec du matériel limité.
Comme je me prépare depuis un bon bout à faire des couteaux au complet (je fait déjà des manches en bois depuis quelques temps avec des lames achetées), j'aurais quelques questions auxquelles tu pourrais peut-être répondre.
Il y en a plusieurs , ne te presse pas pour y répondre, prends tout le temps qu'il te faut si ça te tente de répondre. J'ai tout mon temps, la retraite et pas d'enfants à la maison.
Si j'ai bien compris, la séquence des étapes pour fabriquer une lame est la suivante:
- tu commences par tailler grossièrement la lame dans une pièce de métal.
- tu raffines le profil extérieur de la lame et tu fais la première émouture avec divers outils pouvant enlever du
métal (sableuses, limes, tourets etc...).
- à ce moment ci tu chauffes la lame, fais la trempe et les revenus (2 revenus de 1 heure à 400F). Je suppose
que tu laisses refroidir complètement les lames entre les revenus?
- maintenant c'est le temps de sabler, polir et finaliser la lame et son émouture.
- fabrication et finition du manche, et aiguisage final de la lame.
Les lames fabriquées à partir d'une pièce de métal recyclé (lime, lame de suspension, ou toute autre pièce en acier ordinaire) cherchent elles à rouiller lorsque complètement terminées? La trempe les protège-t-elles de la rouille?
Des lames fabriquées à partir de lames de patins (acier inox) doivent elles être trempées elles aussi? Je dirais oui!
Quelle sorte d'huile utilises-tu pour la trempe? Est-elle un peu chauffée?
Pourquoi tremper dans l'huile et pas dans l'eau?
Connais-tu la méthode de l'aimant de haut-parleur pour savoir si ta lame est suffisamment chauffée?
Méchant roman!
Merci pour ta contribution à l'avancement des connaissances des autodidactes de la Mortaise...
Au plaisir de suivre tes aventures.
Superbe, tu travailles vraiment bien.
Et tu fais tout ça avec peu d'outils. Pas de forge ou de grosses machines pour rectifier le métal ou le polir. C'est très motivant de savoir qu'on peut faire de belles choses avec du matériel limité.
Comme je me prépare depuis un bon bout à faire des couteaux au complet (je fait déjà des manches en bois depuis quelques temps avec des lames achetées), j'aurais quelques questions auxquelles tu pourrais peut-être répondre.
Il y en a plusieurs , ne te presse pas pour y répondre, prends tout le temps qu'il te faut si ça te tente de répondre. J'ai tout mon temps, la retraite et pas d'enfants à la maison.
Si j'ai bien compris, la séquence des étapes pour fabriquer une lame est la suivante:
- tu commences par tailler grossièrement la lame dans une pièce de métal.
- tu raffines le profil extérieur de la lame et tu fais la première émouture avec divers outils pouvant enlever du
métal (sableuses, limes, tourets etc...).
- à ce moment ci tu chauffes la lame, fais la trempe et les revenus (2 revenus de 1 heure à 400F). Je suppose
que tu laisses refroidir complètement les lames entre les revenus?
- maintenant c'est le temps de sabler, polir et finaliser la lame et son émouture.
- fabrication et finition du manche, et aiguisage final de la lame.
Les lames fabriquées à partir d'une pièce de métal recyclé (lime, lame de suspension, ou toute autre pièce en acier ordinaire) cherchent elles à rouiller lorsque complètement terminées? La trempe les protège-t-elles de la rouille?
Des lames fabriquées à partir de lames de patins (acier inox) doivent elles être trempées elles aussi? Je dirais oui!
Quelle sorte d'huile utilises-tu pour la trempe? Est-elle un peu chauffée?
Pourquoi tremper dans l'huile et pas dans l'eau?
Connais-tu la méthode de l'aimant de haut-parleur pour savoir si ta lame est suffisamment chauffée?
Méchant roman!
Merci pour ta contribution à l'avancement des connaissances des autodidactes de la Mortaise...
Au plaisir de suivre tes aventures.
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Dernière édition: il y a 4 ans 2 mois par Jackmaya.
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 2 mois - il y a 4 ans 2 mois #2
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Réponse de Jackmaya sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
Bon, j'ai quelques minutes, je vais donc commencer à te répondre. Peut-être le ferai-je en quelques petits bouts, mais je vais tâcher de passer toutes tes questions!
D'abord, merci pour ton intérêt et ton appréciation de ce que je fais. Je suis amateur, je vais donc y aller avec ce que je sais en ce moment... en minimisant je le souhaite les erreurs d'informations!")
Pour ce qui est du choix de l'acier, même ce que je commande sur www.knifemaker.ca n'arrive pas rectifié. Il y a des fournisseurs qui en vendent déjà rectifié, mais c'est pas mal plus dispendieux et on peut facilement corriger ça, même avec des outils que l'on possède dans la shop pour l'ébénisterie.
Une fois que j'ai coupé la forme générale de ma lame et affiné sa forme finale, je lui fais des traits au crayon feutre sur toute la surface et le rend le plus plane possible sur la sableuse ruban ( grain 50). Tout comme on fait pour planer une planche en fait. Quand j'ai plus de traits, c'est bon pour moi! Je ne construis pas une machine mais bien un couteau...! Pour qu'il soit plane, il faut donc mettre toute la pièce sur la surface et c'est pas simple de l'enlever de façon sécuritaire pour le refroidir au fur et à mesure qu'on sable la surface. Il faut s'assurer que le garde est installé au bout de la ponceuse pour pouvoir accoter un des deux bout et qu'il ne parte pas se planter dans le mur! Pour faciliter la tâche, tiens la lame avec un aimant assez fort sur la surface du couteau. Mais gardes quand même tes doigts dessus pour jauger la chaleur.
Pour travailler sa forme, j'utilise 3 machines: La sableuse ruban, la ponceuse/rectifieuse Viel et une ponceuse à tambour avec différents diamètres pour les formes arrondies. La coupe se fait avec des disques de coupe sur la meuleuse à angle.
Pour préparer la première émouture, j'utilise ma ponceuse/rectifieuse Viel avec le plateau que j'ai agrandi pour pourvoir y glisser mon petit guide maison me permettant de faire un peu plus facilement une émouture dont l'angle demeure constant tout au long de la lame. Je te met 2 photos de mon super guide! Pour l'émouture , je prend une bande grain 40. Gardes une chaudière d'eau à côté de toi et tes doigts te diront quand refroidir l'acier dans l'eau! Je reste sur le 40 jusqu'à la finition ( après les traitements thermiques).


Donc, un simple fer angle, 2 écrous sur la face pour y appuyer la lame et 2 écrous par le dessous qui me donne mon angle. Si je veux un angle moins aigu, j'ajoute une rondelle dessous. Si je veux plus aigu que la tête d'écrou me le permet, je colle une rondelle sous le plateau inclinable du plateau original de la machine, là où elle s'accote. Si c'est pas clair ( ce qui est possible...!) tu viendras voir en personne
Avant de commencer l'émouture, tu dois marquer le centre de l'épaisseur de la lame d'un trait sur la longueur du tranchant, bien au centre. Ça te permet de t'assurer que tu enlèves la même quantité d'acier des deux côtés de la lame. C'est important pour le succès de la trempe. Autre chose importante, laisse un bon millimètre au fil avant les traitements thermiques. J'y reviendrai!
Rendu là, encore sur la sableuse à ruban, tu commence à enlever les rayures sur ta lame laissé par la rectification du début en passant sur du 80-150-220. Il est possible que ta belle émouture égale que tu as fait avec fierté change un peu de forme, pas de panique, tu y reviendras après les TT. J'aime bien rendre ma lame pas mal belle avant de durcir l'acier, c'est moins dur sur le papier et ça prend moins de temps!
Voilà pour ces premières étapes, je poursuis plus tard après souper!
D'abord, merci pour ton intérêt et ton appréciation de ce que je fais. Je suis amateur, je vais donc y aller avec ce que je sais en ce moment... en minimisant je le souhaite les erreurs d'informations!
Pour ce qui est du choix de l'acier, même ce que je commande sur www.knifemaker.ca n'arrive pas rectifié. Il y a des fournisseurs qui en vendent déjà rectifié, mais c'est pas mal plus dispendieux et on peut facilement corriger ça, même avec des outils que l'on possède dans la shop pour l'ébénisterie.
Une fois que j'ai coupé la forme générale de ma lame et affiné sa forme finale, je lui fais des traits au crayon feutre sur toute la surface et le rend le plus plane possible sur la sableuse ruban ( grain 50). Tout comme on fait pour planer une planche en fait. Quand j'ai plus de traits, c'est bon pour moi! Je ne construis pas une machine mais bien un couteau...! Pour qu'il soit plane, il faut donc mettre toute la pièce sur la surface et c'est pas simple de l'enlever de façon sécuritaire pour le refroidir au fur et à mesure qu'on sable la surface. Il faut s'assurer que le garde est installé au bout de la ponceuse pour pouvoir accoter un des deux bout et qu'il ne parte pas se planter dans le mur! Pour faciliter la tâche, tiens la lame avec un aimant assez fort sur la surface du couteau. Mais gardes quand même tes doigts dessus pour jauger la chaleur.
Pour travailler sa forme, j'utilise 3 machines: La sableuse ruban, la ponceuse/rectifieuse Viel et une ponceuse à tambour avec différents diamètres pour les formes arrondies. La coupe se fait avec des disques de coupe sur la meuleuse à angle.
Pour préparer la première émouture, j'utilise ma ponceuse/rectifieuse Viel avec le plateau que j'ai agrandi pour pourvoir y glisser mon petit guide maison me permettant de faire un peu plus facilement une émouture dont l'angle demeure constant tout au long de la lame. Je te met 2 photos de mon super guide! Pour l'émouture , je prend une bande grain 40. Gardes une chaudière d'eau à côté de toi et tes doigts te diront quand refroidir l'acier dans l'eau! Je reste sur le 40 jusqu'à la finition ( après les traitements thermiques).
Donc, un simple fer angle, 2 écrous sur la face pour y appuyer la lame et 2 écrous par le dessous qui me donne mon angle. Si je veux un angle moins aigu, j'ajoute une rondelle dessous. Si je veux plus aigu que la tête d'écrou me le permet, je colle une rondelle sous le plateau inclinable du plateau original de la machine, là où elle s'accote. Si c'est pas clair ( ce qui est possible...!) tu viendras voir en personne
Avant de commencer l'émouture, tu dois marquer le centre de l'épaisseur de la lame d'un trait sur la longueur du tranchant, bien au centre. Ça te permet de t'assurer que tu enlèves la même quantité d'acier des deux côtés de la lame. C'est important pour le succès de la trempe. Autre chose importante, laisse un bon millimètre au fil avant les traitements thermiques. J'y reviendrai!
Rendu là, encore sur la sableuse à ruban, tu commence à enlever les rayures sur ta lame laissé par la rectification du début en passant sur du 80-150-220. Il est possible que ta belle émouture égale que tu as fait avec fierté change un peu de forme, pas de panique, tu y reviendras après les TT. J'aime bien rendre ma lame pas mal belle avant de durcir l'acier, c'est moins dur sur le papier et ça prend moins de temps!
Voilà pour ces premières étapes, je poursuis plus tard après souper!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Dernière édition: il y a 4 ans 2 mois par Jackmaya.
Les utilisateur(s) suivant ont remercié: Bud, Toc-toc
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 2 mois #3
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Réponse de Jackmaya sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
Encore un petit bout...
Je reviens un peu en arrière pour parler du choix de l'acier. En ce qui me concerne, je travaille principalement avec de l'acier carbone 1084 et du 1095.
Le 1084 (0,84 % de carbone) est un bon acier pour se faire la main avec les traitements thermiques. Il est extrêmement résistant, a une bonne résilience une fois les revenus complété et garde un bon tranchant tout en étant facile à aiguiser/affûter. Donc parfait pour un couteau qui va travailler dur!
Le 1095 (0,95%) est aussi excellent avec un peu plus de carbone lui permettant de devenir plus dur un peu, mais aussi plus difficile de maîtriser les traitements thermiques au début. Il faut prendre le temps de se faire l'oeil pour reconnaître les couleurs pour la trempe. Comme il sera plus dur (ce que l'on peut ajuster avec le revenu!), il tiendra un peu mieux la coupe, mais sera aussi un peu plus fragile. On s'entend, tu ne le casseras pas avec tes doigts, mais c'est plus adapté pour un couteau de coupe qu'un couteau que tu va utiliser pour refendre des rondins dans le bois ou de petit arbres disons... Parfait pour les travaux d'éviscération par contre!
Tu peux aussi travailler avec des aciers de récupération, mais là sans savoir exactement quelles procédures suivre pour les TT. Ce qui ne veut pas dire que c'est pas bon, juste plus de chances que tu te plante!
À plus, ma fille m'attend pour jouer aux cartes avant le dodo!
Je reviens un peu en arrière pour parler du choix de l'acier. En ce qui me concerne, je travaille principalement avec de l'acier carbone 1084 et du 1095.
Le 1084 (0,84 % de carbone) est un bon acier pour se faire la main avec les traitements thermiques. Il est extrêmement résistant, a une bonne résilience une fois les revenus complété et garde un bon tranchant tout en étant facile à aiguiser/affûter. Donc parfait pour un couteau qui va travailler dur!
Le 1095 (0,95%) est aussi excellent avec un peu plus de carbone lui permettant de devenir plus dur un peu, mais aussi plus difficile de maîtriser les traitements thermiques au début. Il faut prendre le temps de se faire l'oeil pour reconnaître les couleurs pour la trempe. Comme il sera plus dur (ce que l'on peut ajuster avec le revenu!), il tiendra un peu mieux la coupe, mais sera aussi un peu plus fragile. On s'entend, tu ne le casseras pas avec tes doigts, mais c'est plus adapté pour un couteau de coupe qu'un couteau que tu va utiliser pour refendre des rondins dans le bois ou de petit arbres disons...
Parfait pour les travaux d'éviscération par contre!Tu peux aussi travailler avec des aciers de récupération, mais là sans savoir exactement quelles procédures suivre pour les TT. Ce qui ne veut pas dire que c'est pas bon, juste plus de chances que tu te plante!
À plus, ma fille m'attend pour jouer aux cartes avant le dodo!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Les utilisateur(s) suivant ont remercié: Bud, Toc-toc
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 2 mois - il y a 4 ans 2 mois #4
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Réponse de Jackmaya sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
Les traitements thermiques
Essentiellement, il y a 3 étapes: La normalisation, la trempe et le revenu. La métallurgie et le traitement de l'acier est une science exacte dont je ne suis pas expert. Les spécialistes travaillent avec de l'équipement spécialisé précis et suivent des procédures exactes pour arriver à des résultats précis, prévisibles et reproductibles. Pour la fabrication de couteaux artisanaux avec des aciers comme ceux mentionnés plus haut, les procédures que je vais te décrire seront plus que suffisantes pour arriver à des résultats adéquats et de qualité. Mais tu ne seras jamais en mesure de dire avec exactitude que ton acier a maintenant telle ou telle dureté à l'unité près.
La normalisation se fait avant la trempe et a pour but de réduire la taille du grain cristallin de l'acier, taille qui peut avoir augmenté en raison de la température pendant le travail de forge ou d'usinage. Ramener le grain à des dimensions inférieures permet d'atteindre de meilleures caractéristiques mécanique de l'acier (finesse du tranchant, résistance au bris...).
Le principe est d'amener l'acier à température d'austénisation, puis à le refroidir tout de suite après. La plupart des couteliers effectuent cette opération là deux à trois fois pour en cumuler les effets. Le refroidissement peut se faire à l'air libre en agitant simplement la lame dans l'air. Quand le métal reprend sa couleur normale, tu recommence.
Si je prend le 1084 comme exemple, la première fois, tu monte sa température à environs 1 600F. La deuxième autour de 1 500F et la troisième fois autour de 1 400F. Si tu as un four de trempe électrique avec contrôle de la température, c'est simple et précis. Sinon, c'est là que l'aimant et un oeil habitué viennent te rendre possible cette étape.
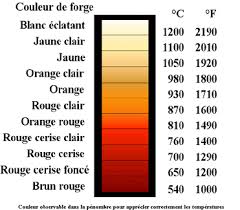
L'acier perd son magnétisme autour de 1425F. Donc tu chauffes et tu observe les changements de couleurs tout en vérifiant le magnétisme de ta lame. Quand elle n'est plus magnétique (rouge cerise), remarque bien sa couleur et observe le changement de ton. Quand tu vas arrivé un ton plus clair, plus lumineux, tu le ressort. Je sais, tu vas me dire que c'est pas simple à l'oeil, mais on l'apprend à l'usage. Avant les four contrôlés, les forgerons ont travaillé à l'oeil, dans la pénombre avec succès. Donne toi le temps! D'ailleurs, il faut effectivement faire ça dans la pénombre. Je garde une petite lumière seulement dans le fond de la shop lors de cette étape pour faciliter l'interprétation de la couleur. Je te met une grille de couleur qui te donnera une petite idée de quoi je parle et amuse-toi à chauffer du métal pour imprimer les couleurs dans ta tête!
Si l'acier n'est pas forgé, que tu ne l'as pas usiné en le faisant chauffer négligemment, le 1084 pourra être trempé sans d'abord avoir passé par la normalisation. Mais tu t'évite ben des risques de problèmes à la trempe et t'assure d'avoir un acier avec les meilleures qualités mécanique en le faisant.
Mais ne saute pas cette étape là avec le 1095 qui est plus capricieux.
Après, c'est la trempe. Tu as donc fait trois normalisations, ton grain est maintenant petit, bien structuré et ton acier est maintenant prêt à être chauffé à nouveau pour la trempe. Toujours avec l'exemple du 1084, cette fois-ci tu vas monter ta température à environs 1500F. Rend toi à l'amagnétisme, laisses ton acier s'éclaircir encore un peu et maintien le à cette couleur, égale sur toute la lame pour 2-3 minutes ( pour permettre l'austénisation) et là, tu trempe dans l'huile. Environs 3-4 litres est l'idéal ( je le fais dans 2-3 litres et ça fonctionne aussi). Toujours dans l'idéal, tu chauffes ton huile à environs 60C pour la rendre plus liquide ce qui permettra un refroidissement plus rapide. Avec du 1084, il va te pardonner si tu le fais pas. Avec le 1095, il est plus malin un peu et ta trempe sera pas aussi dure, voir pas du tout! Quand tu trempe, agite doucement la lame pour éviter que ne se forment des bulles autour de l'acier, ce qui diminuerait la vitesse de refroidissement et laisse le là un 10 à 15 secondes.
Quand tu trempe, il arrive que le feu prenne dans ton contenant de trempe. Pas de panique, quand tu sors la lame, ça s'éteint, mais met un gants et garde un couvercle proche pour ton contenant par mesure de sécurité.
Pour tester si ta trempe à réussi, tu prend une lime et tu la glisse sur la lame. Si c'est dur, la lime va glisser dessus comme un patin sur la glace et ça fait un beau son clair. Sinon, la lime va mordre et le son sera plus sourd. Compare avec ton manche qui lui n'est pas durci, tu ne te tromperas pas dans le feeling et le son
Là, il me reste encore pas mal de choses à ajouter pour cette étape-ci comme les problèmes qui peuvent survenir (gauchissement de la lame, fissures, etc) et leurs solutions, mais il se fait tard et je ne veux pas tourner les coins ronds... donc je poursuis ça dans les prochains messages! Je te parlerai aussi de mon installation et quelques détails sur le revenu.
En souhaitant que ce fil te soit utile... ainsi qu'à d'autres qui pourraient être intéressés!
Bonne fin de soirée!
Essentiellement, il y a 3 étapes: La normalisation, la trempe et le revenu. La métallurgie et le traitement de l'acier est une science exacte dont je ne suis pas expert. Les spécialistes travaillent avec de l'équipement spécialisé précis et suivent des procédures exactes pour arriver à des résultats précis, prévisibles et reproductibles. Pour la fabrication de couteaux artisanaux avec des aciers comme ceux mentionnés plus haut, les procédures que je vais te décrire seront plus que suffisantes pour arriver à des résultats adéquats et de qualité. Mais tu ne seras jamais en mesure de dire avec exactitude que ton acier a maintenant telle ou telle dureté à l'unité près.
La normalisation se fait avant la trempe et a pour but de réduire la taille du grain cristallin de l'acier, taille qui peut avoir augmenté en raison de la température pendant le travail de forge ou d'usinage. Ramener le grain à des dimensions inférieures permet d'atteindre de meilleures caractéristiques mécanique de l'acier (finesse du tranchant, résistance au bris...).
Le principe est d'amener l'acier à température d'austénisation, puis à le refroidir tout de suite après. La plupart des couteliers effectuent cette opération là deux à trois fois pour en cumuler les effets. Le refroidissement peut se faire à l'air libre en agitant simplement la lame dans l'air. Quand le métal reprend sa couleur normale, tu recommence.
Si je prend le 1084 comme exemple, la première fois, tu monte sa température à environs 1 600F. La deuxième autour de 1 500F et la troisième fois autour de 1 400F. Si tu as un four de trempe électrique avec contrôle de la température, c'est simple et précis. Sinon, c'est là que l'aimant et un oeil habitué viennent te rendre possible cette étape.
L'acier perd son magnétisme autour de 1425F. Donc tu chauffes et tu observe les changements de couleurs tout en vérifiant le magnétisme de ta lame. Quand elle n'est plus magnétique (rouge cerise), remarque bien sa couleur et observe le changement de ton. Quand tu vas arrivé un ton plus clair, plus lumineux, tu le ressort. Je sais, tu vas me dire que c'est pas simple à l'oeil, mais on l'apprend à l'usage. Avant les four contrôlés, les forgerons ont travaillé à l'oeil, dans la pénombre avec succès. Donne toi le temps! D'ailleurs, il faut effectivement faire ça dans la pénombre. Je garde une petite lumière seulement dans le fond de la shop lors de cette étape pour faciliter l'interprétation de la couleur. Je te met une grille de couleur qui te donnera une petite idée de quoi je parle et amuse-toi à chauffer du métal pour imprimer les couleurs dans ta tête!
Si l'acier n'est pas forgé, que tu ne l'as pas usiné en le faisant chauffer négligemment, le 1084 pourra être trempé sans d'abord avoir passé par la normalisation. Mais tu t'évite ben des risques de problèmes à la trempe et t'assure d'avoir un acier avec les meilleures qualités mécanique en le faisant.
Mais ne saute pas cette étape là avec le 1095 qui est plus capricieux.
Après, c'est la trempe. Tu as donc fait trois normalisations, ton grain est maintenant petit, bien structuré et ton acier est maintenant prêt à être chauffé à nouveau pour la trempe. Toujours avec l'exemple du 1084, cette fois-ci tu vas monter ta température à environs 1500F. Rend toi à l'amagnétisme, laisses ton acier s'éclaircir encore un peu et maintien le à cette couleur, égale sur toute la lame pour 2-3 minutes ( pour permettre l'austénisation) et là, tu trempe dans l'huile. Environs 3-4 litres est l'idéal ( je le fais dans 2-3 litres et ça fonctionne aussi). Toujours dans l'idéal, tu chauffes ton huile à environs 60C pour la rendre plus liquide ce qui permettra un refroidissement plus rapide. Avec du 1084, il va te pardonner si tu le fais pas. Avec le 1095, il est plus malin un peu et ta trempe sera pas aussi dure, voir pas du tout!
Quand tu trempe, agite doucement la lame pour éviter que ne se forment des bulles autour de l'acier, ce qui diminuerait la vitesse de refroidissement et laisse le là un 10 à 15 secondes.Quand tu trempe, il arrive que le feu prenne dans ton contenant de trempe. Pas de panique, quand tu sors la lame, ça s'éteint, mais met un gants et garde un couvercle proche pour ton contenant par mesure de sécurité.
Pour tester si ta trempe à réussi, tu prend une lime et tu la glisse sur la lame. Si c'est dur, la lime va glisser dessus comme un patin sur la glace et ça fait un beau son clair. Sinon, la lime va mordre et le son sera plus sourd. Compare avec ton manche qui lui n'est pas durci, tu ne te tromperas pas dans le feeling et le son
Là, il me reste encore pas mal de choses à ajouter pour cette étape-ci comme les problèmes qui peuvent survenir (gauchissement de la lame, fissures, etc) et leurs solutions, mais il se fait tard et je ne veux pas tourner les coins ronds... donc je poursuis ça dans les prochains messages! Je te parlerai aussi de mon installation et quelques détails sur le revenu.
En souhaitant que ce fil te soit utile... ainsi qu'à d'autres qui pourraient être intéressés!
Bonne fin de soirée!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Dernière édition: il y a 4 ans 2 mois par Jackmaya.
Les utilisateur(s) suivant ont remercié: Bud, Joecanuck, Toc-toc
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 2 mois #5
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Réponse de Jackmaya sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
Et surtout, si d'autres contributeurs veulent me corriger ou ajouter de l'informations, soyez à l'aise! Comme je le disais, je ne suis pas un expert!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-

- Hors Ligne
- Membre premium
-
il y a 4 ans 2 mois #6
par Ephefrere
Merci d'ouvrir la porte")
Pour l'étape de la trempe à l'huile j'utilise une petite variante
L'huile travaille très bien au début de l'immersion comme mentionner par jack comparer à l'eau qui est trop brusque (si on peu s'exprimer ainsi) par contre vers le dernier tier du temps (disons à environ 8 secondes ) c'est la que je transfère la pièce rapidement dans le bac d'eau froide à (70 F environ) pour terminer la trempe plus profondément dans les épaisseurs.
.
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Réponse de Ephefrere sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
Jackmaya écrit: Et surtout, si d'autres contributeurs veulent me corriger ou ajouter de l'informations, soyez à l'aise! Comme je le disais, je ne suis pas un expert!
Merci d'ouvrir la porte
Pour l'étape de la trempe à l'huile j'utilise une petite variante
L'huile travaille très bien au début de l'immersion comme mentionner par jack comparer à l'eau qui est trop brusque (si on peu s'exprimer ainsi) par contre vers le dernier tier du temps (disons à environ 8 secondes ) c'est la que je transfère la pièce rapidement dans le bac d'eau froide à (70 F environ) pour terminer la trempe plus profondément dans les épaisseurs.
.
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Les utilisateur(s) suivant ont remercié: Bud, Toc-toc, Jackmaya
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
Réduire
Plus d'informations
- Messages : 4217
- Remerciements reçus 869
il y a 4 ans 1 mois #7
par Jackmaya
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Réponse de Jackmaya sur le sujet Questions/réponses Toc-Toc fabrication de couteaux
J'ai profité de la fabrication d'un nouveau couteau pour filmer l'étape de la trempe. Ça met quelques images sur les explications précédentes!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Les utilisateur(s) suivant ont remercié: Bud, Toc-toc, Ephefrere
Connexion ou Créer un compte pour participer à la conversation.