
Une tite job ?.....ben oui , encore une.
- Badboy
-
 Auteur du sujet
Auteur du sujet
- Hors Ligne
- Membre premium
-

- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
Des belles lames pratiquement neuves , bonne épaisseur de .070'' qui servaient sur des arbres à lames multiples ( 20 lames par arbre ) mais les boss ont décidé d'installer une machine numérique allemande neuve pis de débarrasser leur vieille machine.
Les lames ont un trou de 1 1/2'' de diamètre et son banc de scie un arbre de 5/8''...........donc il m'a demandé si je pouvais lui fabriquer une bushing pour pouvoir les utiliser sur son banc de scie , en échange il m'a offert une dizaine de lames mais je lui ai dit que j'avais assez de lames comme c'est là pis que ça me ferait plaisir de m'essayer à lui faire sa bushing.
C'est ben l'fun de faire le smatte pis de vouloir rendre service , mais quand il est reparti , je me suis posé la question : comment j'men va faire ça une ta......de bushing?...........1 j'en ai jamais faite pis 2..........quand j'ai besoin d'une bushing je l'achète........mais bon , connaissant un peu mon voisin , 1...........c'est pour voir si j'allais accepter de lui faire , pis 2................pour voir si je suis vraiment capable de la faire..............
 ...........il est très serviable et toujours prêt à aider si besoin est.
...........il est très serviable et toujours prêt à aider si besoin est.J'ai pas grand chose sous la main pour faire ça , j'ai donc pris du flat bar 2'' X 1/2'' et j'ai coupé un morceau d'à peu près 2'' X 2'' pour starter la patente.
.JPG)
.JPG)
Les lames en question :
.JPG)
J'ai pas trop encore mon plan de travail en tête , mais j'ai parti ça de même:
-2.JPG)
.JPG)
Le bon vieux truc du bearing accoté sur la pièce pas trop serrée pour mettre une face droite par rapport au chuck.On appuie le bearing et on fait tourner le chuck à la main jusqu'à temps que le bearing roule partout sur 360 degrés.
Faut dire qu'avec un 3 mors c'est pas mal + facile à faire qu'avec un 4 parce qu'en plus de mettre la surface droite y faut aussi s'occuper à centrer la pièce.
Pièce centrée pis parallèle au chuck:
.JPG)
.JPG)
J'ai commencé par '' facer '' parce que 1/2'' ça fait épais comme bushing , mon but était de ramener ça aux allentours de 5/16'' d'épais puis de percer le centre.
.JPG)
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
.JPG)
.JPG)
J'ai une bushing ordinaire qui va sur son banc de scie qu'il m'a laissée , pis le trou est de .622'' je m'en vais faire le trou de la nouvelle bushing donc à .622'' aussi.
Là j'ai percé 1/2'' pis demain m'en va jouer du boring bar pour mettre ça à .622''
.JPG)
.JPG)
La suite à venir.
")
Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-

- Hors Ligne
- Cet utilisateur est bloqué
-

- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
Ici une technique de comment la finir en un seul coup
Comme tu est bien parti avec un alésage de 0.622" diam
- Puis une tige 5/8" diam de 8 pouces de long avec trous pour entre pointe
- À chaque bout à 0.500" diam sur 3/8" de long
- Déplace la poupée mobile et usine le taper
- Remettre parallèle avec la référence (0.500") à chaque bout
- Insert la pièce sur la tige avec une bonne pression de serrage avec huile pour éviter le grippage
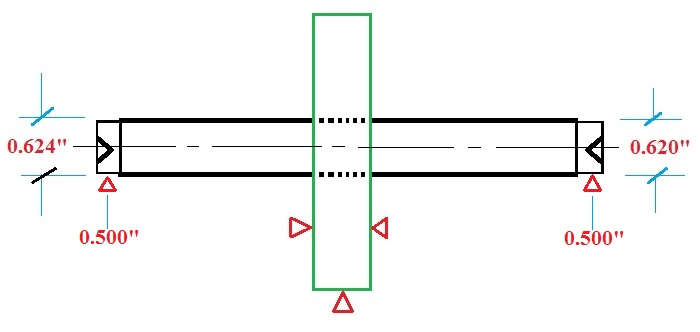
Ainsi tu peux usiner les 3 faces en même temps sans perdre les références de parallélisme et de concentricité
A+
L'avenir... C'est eux

Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
Est-ce que ça serre assez pour tourner avec des passes légères sans que ça se déplace?
Comment calculer le taper pour le décentrage de la poupée?
Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-
- Hors Ligne
- Cet utilisateur est bloqué
-
- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
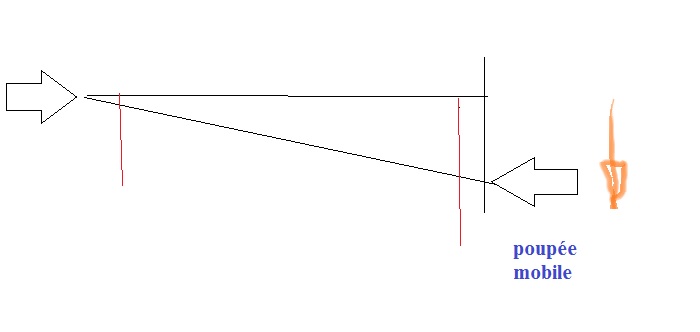
Tu déplace la poupée vers toi de la moitié
soit 0.624 - 0.620 = 0.004 donc 0.002
puis 0.002 * 8.750 / 8.000 = 0.0022" (déplacement théorique)
Pas de danger que ça décolle si tu la met presse fit sur l'arbre même avec de bonne passe
")
A+
L'avenir... C'est eux
Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
Norinox écrit:
Tu déplace la poupée vers toi de la moitié
soit 0.624 - 0.620 = 0.004 donc 0.002 ...........no problem
puis 0.002 * 8.750 / 8.000 = 0.0022" (déplacement théorique)............ça j'le pogne moins , peux-tu détailler un peu?
Pas de danger que ça décolle si tu la met presse fit sur l'arbre même avec de bonne passe
A+
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
Vu que plusieurs lames varient en épaisseur , j'ai fait l'assise à .060'' d'épaisseur afin d'avoir un bon appui lors du serrage.
Pour l'assise , je visais un diamètre de .498'' vu que le trou des lames est de .500'' mais c'est difficile à mesurer correct vu la faible épaisseur.J'ai mesuré avec le vernier à cadran mais c'est pas mal moins précis que le micromètre.
Voici ou c'est rendu:
.JPG)
.JPG)
Une fois nettoyé:
.JPG)
.JPG)
.JPG)
.JPG)
Tout ce qui reste à faire sur cette face de la bushing c'est le chanfrin extérieur une fois que ce sera mis rond.
Ensuite l'autre face , pas mal plus simple , seulement facer et chanfrainer.
J'ai envie de laisser l'épaisseur finale à 3/16'' ( .1875'' ) ce qui me parait correct comme épaisseur.
Le diamètre extérieur final devrait aller vers les 1 3/4'' - 1 7/8''.
Ta méthode Norinox m'intéresse , une belle opportunité d'en apprendre plus sur le tour , et en apprendre plus on peut pas passer à côté de ça quand il y a l'intérêt.
En plus , ça va être une première pour moi de tourner un taper , j'en ai jamais fait auparavent.
A suivre.
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
M'est rabattu sur un plan B , j'ai coupé la tête d'une bolt gradée 7/8'' et j'ai mis ça entre pointes pour faire mon diamètre , actuellement rendu à .730'' mais l'acier semble être d'une très bonne qualité.Je crois que ça va mieux aller avec ça même si j'ai pas la longueur de 8 pouces , on va essayer de faire avec.
.JPG)
.JPG)
.JPG)
Ca fait un boutte que j'ai pas vérifié l'alignement de mes pointes , je soupçonne qu'elles sont désenlignées , une job à faire avant de continuer demain.
J'ai une barre de test de 1 1/8'' pour ça mais c'est sûr que je l'ai tellement bien rangée que là , la trouve pas encore.

Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-
- Hors Ligne
- Cet utilisateur est bloqué
-
- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
J'ai une barre de test de 1 1/8'' pour ça mais c'est sûr que je l'ai tellement bien rangée que là , la trouve pas encore.
Quand on fait un taper blank, normalement, l'ajustement de l'alignement des pointes du tour se fait durant l'usinage des deux petite porter de 0.500" x 3/8 à chaque bout.
un peu comme l'explique le manuel page 51
campkahler.com/files/How_to_Run_a_Lathe_SB_1of2.pdf
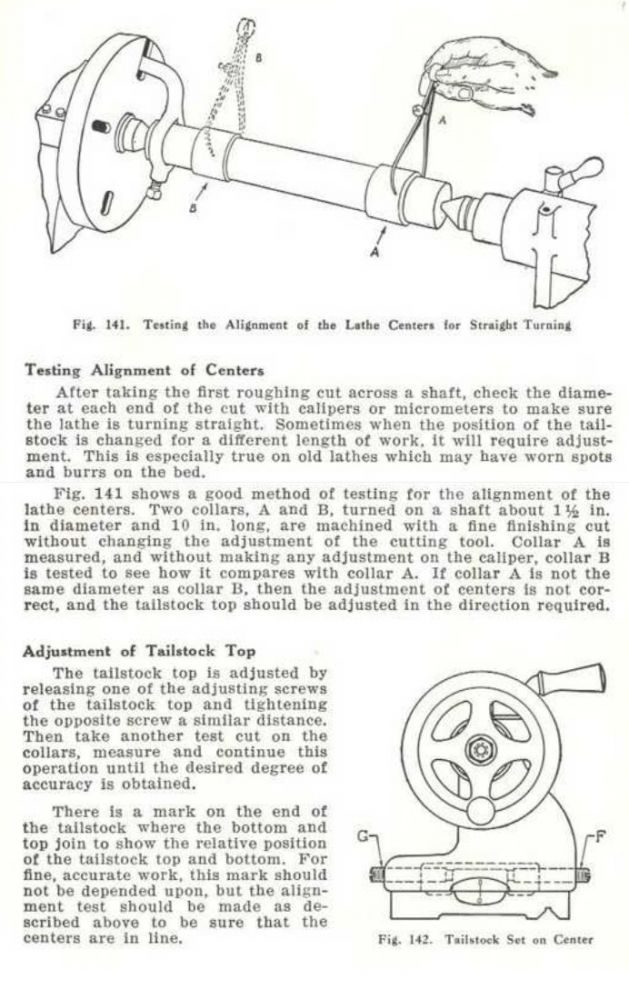
Page 60 et 61 du manuel sont de bonne information aussi
A+
L'avenir... C'est eux
Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982
Là chu pas capable d'arriver à mieux que 1/2 millième mais je m'en va le refaire demain.
G aucune idée de ce qui a pu se passer pour que ça décentre comme ça , les 2 set screws étaient pourtant bien serrées..............mystère et bouboule de gomme.

Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-
- Hors Ligne
- Cet utilisateur est bloqué
-
- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
De tout façon, c'est une choses que tu apprend vite à vérifier quand tu te met à faire le moindrement de la précision sur une certaine longueurs de coupe.
Le mien est sur le ciment et des fois j'y arrive difficilement.
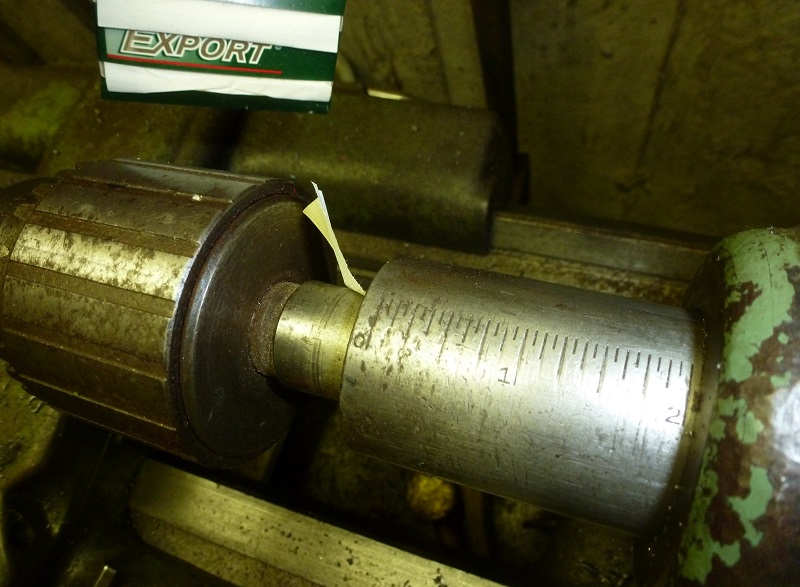
Il y a le truc du papier à cigarette que tu met d'un coté du cône sur la poupée mobile mais ça reste que ça marche bien quand tu le maîtrise

Chaque fois que tu change la distance de l'entre pointes et qu'il faut de la précision on doit vérifier cela

A+
L'avenir... C'est eux
Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9699
- Remerciements reçus 982

Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-
- Hors Ligne
- Cet utilisateur est bloqué
-
- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
A+
L'avenir... C'est eux
Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Creation Caco
-

- Hors Ligne
- Membre premium
-
- Messages : 7885
- Remerciements reçus 1113
Norinox écrit:
J'ai du papier a cigarette Vogue, cela vas-tu faire la job pareil
A+
Membre du RARMA
Connexion ou Créer un compte pour participer à la conversation.
- Wperrad
-

- Hors Ligne
- Membre premium
-
- Areuh
- Messages : 388
- Remerciements reçus 3
Connexion ou Créer un compte pour participer à la conversation.