
question pour machiniste difference de mm entre bague et shaft
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-

- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-

- Hors Ligne
- Membre premium
-
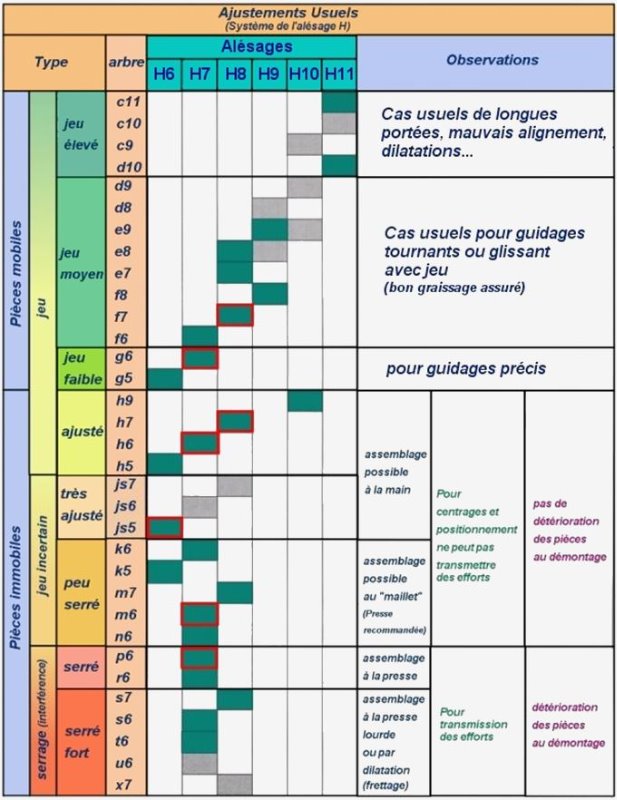
de cette façon je vais te donner les jeux qui sont requis radialement en considérant le mouvement axial
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Tourlou77
-

- Hors Ligne
- Membre premium
-
- Messages : 1791
- Remerciements reçus 170
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
La bague vas avoir un mur de 1 mm si je comprend bien aussi
un mur de 1 mm c'est environ 0.040" de pouces c'est très mince pour être capable de conserver un bon serrage
La bague sera telle en appuis sur un épaulement ou bien libre de chaque coté? mais bon prenons le cas du pire
Pour t'assurer de maintenir la bague en place il faut lui faire après sont installation et usinage d'approche (avec un presse fit de 0.0015") trois points de rivage
Donc sur l'arbre tu fait 3 petits trous de 3/32 pour obtenir une arête vive disposé au centre de la position de la bague et équidistant puis avant l'usinage finale de la bague avec un poinçon tu enfonce la paroi de la bague dans les trous. puis tu procède à la dimension finale cela vas enlever les bourrelets autours des rives
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- Tourlou77
-
- Hors Ligne
- Membre premium
-
- Messages : 1791
- Remerciements reçus 170
Pour avoir un assemblage parfaitement centré, c'est d'usiner le OD finale de ta bushing après assemblage sur le shaft. Et si tu veux faire l'assemblage délicatement sans maillet ou presse, chauffe un peu la bushing.
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Tourlou77
-
- Hors Ligne
- Membre premium
-
- Messages : 1791
- Remerciements reçus 170
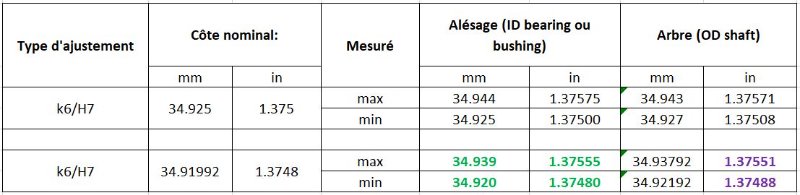
Faire attention au abbreviations qui m'ont mêlé:
mm = millimeter = 0.001 m
mils = 0.001''
Bonne journée!
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-

- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13535
- Remerciements reçus 4322
Un autre méthode aussi est le mettre l'autre pièce (le shaft) dans le congélateur pendant deux ou trois heures !
Rien n'empêche de combiner les deux méthodes ensemble surtout lorsque le temps d'assemblage des deux pièces nécessite trop de temps (plus de 30 secondes) !
Attention, trop de serrage pourrait faire fendre une bushing trop mince pendant l'assemblage...
L'utilisation aussi d'un produit comme le Loctite est une façon d'éviter d'utiliser un trop gros serrage.
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-
- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13535
- Remerciements reçus 4322
Pour finir le diamètre extérieur de ton manchon tu y vas avec des coupes très minces ou avec une lime !
Que va t'il y avoir sur ton manchon ?
PS : Du Loctite c'est très fort ... a l'usine on s'amusait souvent à coller une pièce de 0.25$ sur une table d'acier pour niaiser les gens ... Ca prenait un marteau pour le décoller !
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
c'est vraiment important que tu nous mention les bonnes unité de mesure car j'ai aussi tomber dans le panneau
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- 4amaran
- Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 1696
- Remerciements reçus 433
Connexion ou Créer un compte pour participer à la conversation.