
Niveler les pattes
- Nick723
- Auteur du sujet
- Hors Ligne
- Membre junior
-

- Messages : 56
- Remerciements reçus 0
Petit question débutant... Parfois j'ai un peu de difficulté avec mes pattes.. le meuble se dandinne sur 3 pattes, vous savez suremetn de quoi je parle !
C'est quoi votre truc pour ajuster ca ? pour ma pars je les sables ou je les rabottes mais c'est pas trop evident d'arriver à une perfection... Je me disais que peut-etre avec un laser de menuisier ca pourrait m'aider... ?
Bref... j'essai de m'ameliorer .. Merci pour vos conseils !
")
Connexion ou Créer un compte pour participer à la conversation.
- Toxedo_2000
-

- Hors Ligne
- Modérateur
-

- Les femmes m'aiment, les poissons me craignent!
- Messages : 11518
- Remerciements reçus 2306
Ça fonctionne bien pour les petites inégalités, et ça de parait pas sur l'horizontal de la chaise.
La modération a bien meilleur goût, sauf pour le vin ! Et la bière !... Et les outils! Hahaaaa
Connexion ou Créer un compte pour participer à la conversation.
- Nick723
- Auteur du sujet
- Hors Ligne
- Membre junior
-
- Messages : 56
- Remerciements reçus 0
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-

- Hors Ligne
- Membre premium
-

- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13566
- Remerciements reçus 4334
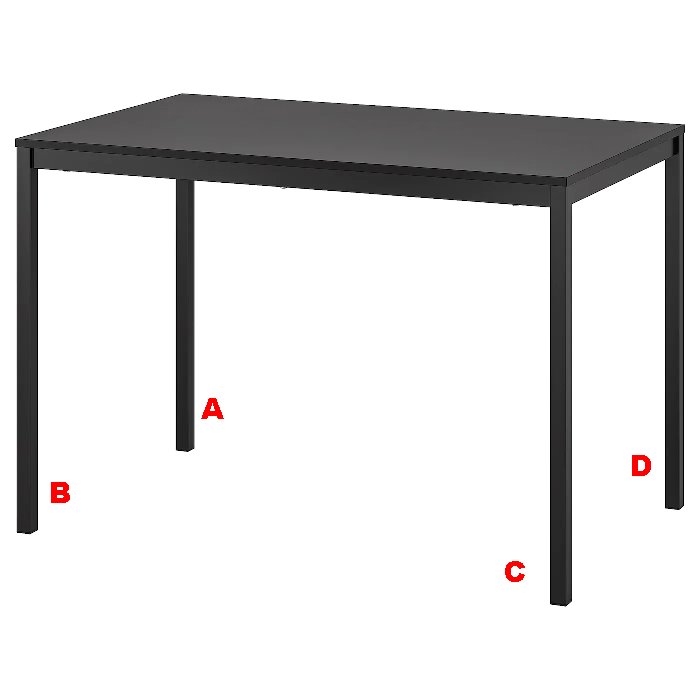
1 - Tu met exactement la table là ou elle ira ou sur un plancher qui est parfaitement droit (éviter les dénivelés)
2 - Tu met du poids (gallon de peinture) sur le coin A qui est l'opposé a celle qui est la plus courte
3 - Avec un Feller_Gauge tu mesure le jeu qu'il y a en dessous de la patte C
4 - Si tu as mesuré 1/32" sous la patte C alors tu dois enlever 1/32" a la patte D
Ainsi la table ne va plus bouger pour l'endroit où tu as pris tes mesures.
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Toxedo_2000
-
- Hors Ligne
- Modérateur
-
- Les femmes m'aiment, les poissons me craignent!
- Messages : 11518
- Remerciements reçus 2306
Voilà, comme il l'a démontré, ça marche très bien.
La méthode que j'ai expliquée n'a pas besoin de mesure. Tu t'arranges pour que la pointe du crayon que tu glisseras par terre, soit à la base de la patte la plus courte. (l pourrait falloir amincir le crayon, ou l'épaissir avec du tape ou un "shim") Normalement, si ton plancher est droit la ligne que tu vas reporter sur la patte D va t'indiquer ce que tu dois retrancher à cette patte pour enlever complètement le "branlant".
La modération a bien meilleur goût, sauf pour le vin ! Et la bière !... Et les outils! Hahaaaa
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-
- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13566
- Remerciements reçus 4334

Mais l’épaisseur de plusieurs SHIM en sandwich, parfois sale et/ou huileux créait quand même de la distorsion lorsque nous fessions le serrage des 4 boulons.

C'est alors qu'on commença dans les années 80-85 avec un indicateur a cadran de type Dial (dial indicator) comme celui-ci:

Il fallait simplement serrer les 4 boulons du moteur, et a tour de rôle mettre le doigt de cet indicateur sur une patte du moteur a la fois... si une patte bougeait plus que les 3 autres lors du desserrage d'un seul pied c'est donc lui qui est le pied mou... Si l'indicateur indiquait un mouvement de .027" alors il fallait ajouter ajouter plusieurs shims sous cette patte totalisant 0.027" (.020+.005+.002). Même principe de la table du message précédent. La procédure était longue car a chaque fois qu'on ajoutait un shim fallait recommencer au complet pour se revérifier. Pour un petit moteur de 25HP ça pouvait pendre 30 minutes, mais pour un gros moteur de 14,000HP ça prenait l'avant-midi. Voici ici huit moteurs de 14,000 HP mesurant environ 10'x'10x10':

Cette méthode fut elle aussi vite abandonnée, puisque on se rendit vite compte que la durée de vie des roulements de ces équipements ne tenaient pas aussi longtemps qu'on pouvait s'y attendre ... surtout pour des moteurs qui tournent 24h/24h a 3600 RPM.
Alors une autre méthode arriva dans les années 90, soit la méthode au laser, qui consistait à fixer temporairement des capteurs aux deux accouplements. Ces capteurs étaient branchés a un ordinateur prévu pour cette tâche et qui nous disait en temps réel combien de SHIM mettre sous chacune des pattes du moteur en une seule étape.
Note que tout ce que j'explique plus haut n'a aucun rapport avec des pattes de table, mais j'aime bien partager avec vous mes 33 années de métier, qui parfois me manque, alors je ne pouvais pas m'en empêcher
, ne m'en voulez pas ") ..
..Voici ici une vidéo de 3 minutes qui explique ce qu'est un pied mou, et de quelle façon maintenant les mécaniciens s'y prennent pour éliminer le pied mou avant de procéder à l'alignement du moteur.
Connexion ou Créer un compte pour participer à la conversation.
- Latole
-

- Hors Ligne
- Membre premium
-
- Messages : 9354
- Remerciements reçus 1437
Poirquoi ne pas virer la tabel/ le meube à l'envers et mesurer les pattes ?
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-

- Hors Ligne
- Membre premium
-
- Messages : 16055
- Remerciements reçus 2885
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-
- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13566
- Remerciements reçus 4334
Rubrifolia" post=658374 Wow Bricoleur des moteurs de 14000 de hp .
En effet, tout y est impressionnant, ces moteurs sont boulonnés avec 8 ou 10 boulons au lieu de 4 comme on voit a l'habitude. La grosseur de la clé pour s'adapter à la tête de ces boulons selon de ma souvenance est d'environ 3" . Pour changer le moteur (poids de quelques tonnes) ça prend plus de 24 heures a 6 mécaniciens et 3 électriciens et bien sûr un pont roulant de plusieurs tonnes. Le calibre des fils électriques sont tellement gros que ça prend un treuil (palan ou chain falk) pour les manipuler afin de faire le branchement électrique. De mémoire chaque conducteur de ce fil mesure environ 2" de diamètre. Pour lever le moteur afin d'y mettre des SHIM en dessous des 8 pattes, il faut utiliser des gros jacks hydrauliques. Pour faire tourner le moteur a la main, il faut utiliser soit un autre petit moteur de 2HP avec un engrenage, ou avec un crowbar de 5 pieds et un homme costaud. De mémoire, le shaft mesure environ 10" de diamètre près de l'accouplement. Le diamètre de l'accouplement serait d'environ 24 pouces.
La photo plus haut est celle que j'ai prise il y a 15 ans lorsque j'ai fait visiter l'usine a mon épouse et mes filles. Juste vous raconter ça, ça me rend encore fibrille
. Connexion ou Créer un compte pour participer à la conversation.
- Oldtimers
- Hors Ligne
- Membre premium
-
- Messages : 9382
- Remerciements reçus 1629
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-
- Hors Ligne
- Membre premium
-
- Messages : 16055
- Remerciements reçus 2885
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-
- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13566
- Remerciements reçus 4334
Aujourd’hui il ne reste que deux machines, dont une qui a tété convertie au carton il a quelques années. Il reste environ 30 ou 40 gars de métier (sur 180), dû a l'instauration des métiers multiples dans les années 2000. Il y a maintenant beaucoup de sous-contractant spécialisés en maintenance industrielles au besoin qui font le surplus.
Sur la photo ou aperçois des moteurs qui font tourner des raffineurs. Chaque raffineur sert à déchiqueter des copeaux. C'est une première étape d'un ensemble de plusieurs autres afin d'en faire de la pâte.
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-
- Hors Ligne
- Membre premium
-
- Messages : 16055
- Remerciements reçus 2885
Connexion ou Créer un compte pour participer à la conversation.