
Pas-à-pas du couteau de Moumoute!
- Jackmaya
-
 Auteur du sujet
Auteur du sujet
- Hors Ligne
- Membre premium
-

- Messages : 4219
- Remerciements reçus 870
Je suis déjà bien avancé sur ce projet alors c'est le temps de commencer à vous montrer ça! Malheureusement pour vous, comme on ne peut pas publier directement des vidéos dans les publications, vous ne verrez que des photos... c'est un peu moins intéressant que de voir travailler, mais ce sera ça!
")
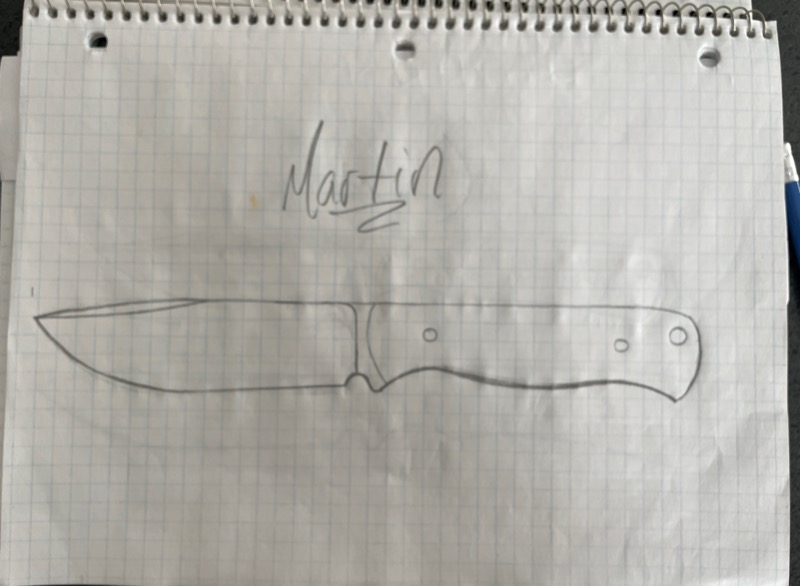
Première étape, suite à nos discussions sur les besoins et désirs, je produit un dessin du couteau pour approbation!
Ensuite, je trace sur l'acier la forme du couteau que je coupe grossièrement avec un disque de coupe sur la meuleuse d'angle.


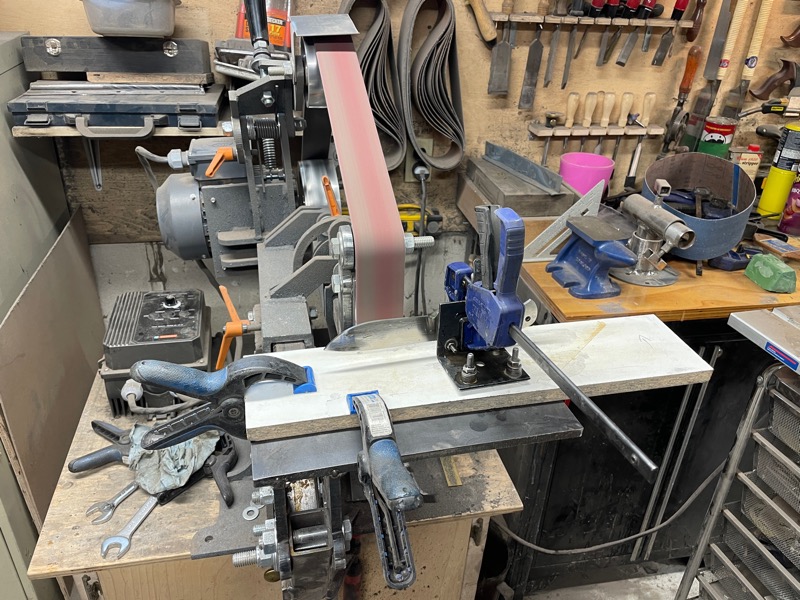
Une fois que c'est fait, je vais sur le backstand pour finaliser précisément les contours à leurs formes finales.

Ensuite, je fais à la lime le casse-goutte (sharpening choil) qui sert à faciliter l'affûtage du fil de la lame par la suite.

Là, quand tout est ok, je peux poursuivre avec tout ce qui doit être fait avant de durcir l'acier comme les trous, le jimping (pour l'adhérence du pouce sur le dos de la lame) et le guillochage du dos de la lame quand souhaité.

Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870



Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870
Pour faire la trempe (procédé qui permet de durcir l'acier) du stainless, il faut d'abord envelopper et sceller les lame dans du papier stainless haute température. Les températures de trempe du stainless sont très hautes et sans la protection contre l'air, il se créerait une décarburation de l'acier à raison de 0,005" par heure. Sans carbone, l'acier ne serait pas en mesure de durcir correctement dans les parties décarburées.
Ensuite, je place les lames dans le four à 1500F pour 5 minutes afin de préchauffer l'acier et ensuite je monte à 1960F pour 15 minutes. Ça c'est ma recette pour l'AEB-L, mais ça varie d'un acier à l'autre.
Quand c'est fait, c'est le temps de faire une trempe à l'air entre 2 plaques sous serres ou encore comme je fais pour l'instant, avec du poids dessus et tu envoies de l'air avec le compresseur pour descendre rapidement la température de l'acier. Les plaques sous serres permettent de s'assurer que la lame ne va pas se déformer ou courber pendant le refroidissement.
Mamoutte a reçu des vidéos de l'étape de la trempe, mais pour vous voici quelques photos!





Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870
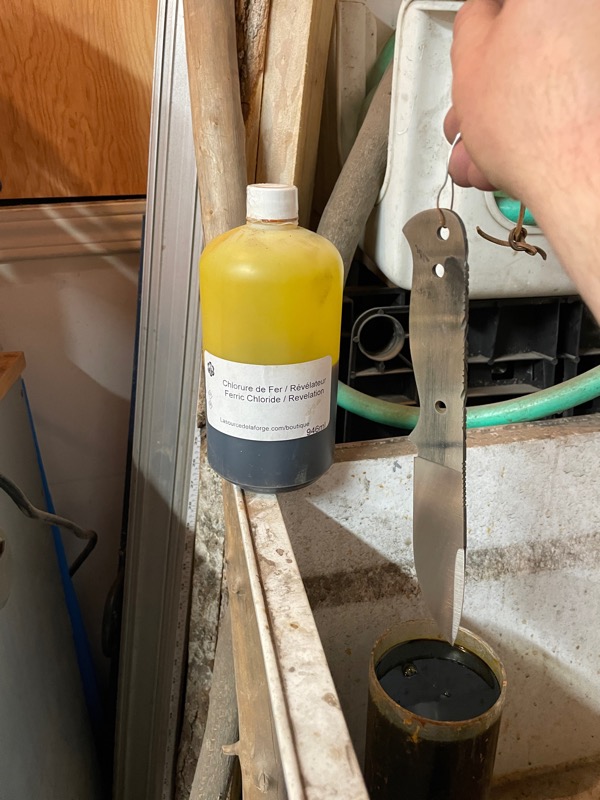
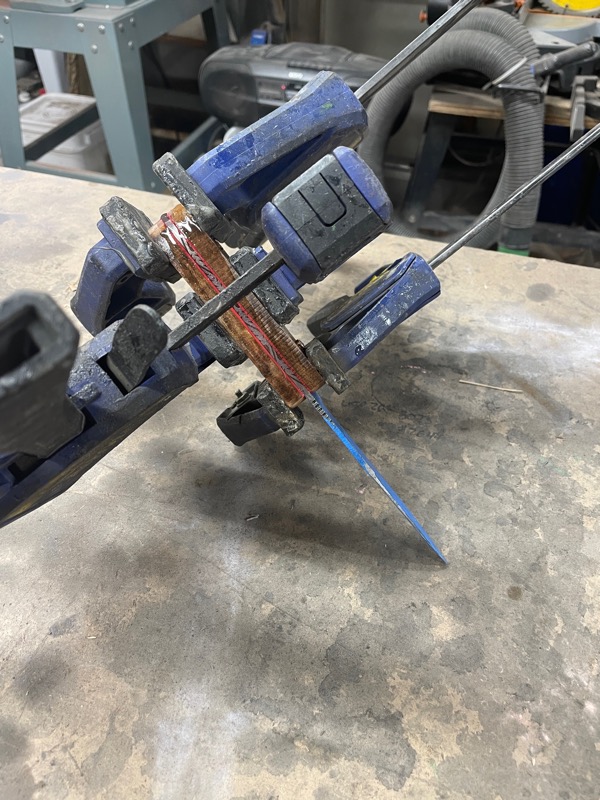
Dans le prochain vidéo, je te montre comment je vérifie que la trempe a bien fonctionné. J'utilise des limes de différent HRC pour vérifier que mon acier est plus dur que les limes. Tu verras que ta lame est sortie à 65 HRC... c'est dur en titi!
Ensuite, je place les lames dans la glace au congélateur pour environs une heure. Cette étape sert à finir de convertir certains carbures et permet d'augmenter considérablement la résilience de l'acier sans diminuer sa dureté (austénitisation).
Pour de meilleurs résultats avec cette étape, on utilise la glace sèche avec du kérozen ou l'azote liquide pour descendre encore plus bas en température. Plus c'est froid, plus il y aura un grand % de conversion restante.
Après cette étape, je vais mettre les lames dans le four pour 2 cycles de 2 heures entre 300F et 400F selon la dureté finale que je souhaite. C'est ce qu'on appelle le revenu. Plus la température sera haute, plus l'acier baissera en dureté et gagnera en résilience. Dans le cas de ton couteau, vu son utilisation souhaitée, je vais faire les cycle à 350F ce qui donnera entre 61-62 HRC. Un bon compromis entre résilience et capacité à conserver sa coupe!
Voilà pour cette étape mon cher Martin! La prochaine sera de faire les grinds de la lame et ensuite fabriquer les plaquettes de manches selon ce que tu choisiras comme matériaux!
J'enseigne le jujutsu ce soir et demain soir, donc je reprendrai le travail vendredi en revenant de travailler! Ton couteau ainsi que l'étui seront terminé dimanche soir, prêt à partir lundi!
") Ça s'en vient!
Ça s'en vient! Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Connexion ou Créer un compte pour participer à la conversation.
- Pete 68
- Hors Ligne
- Membre premium
-
- Messages : 1830
- Remerciements reçus 435
et tres interessant ce pas-a-pas !
Connexion ou Créer un compte pour participer à la conversation.
- Cadey
-

- Hors Ligne
- Membre premium
-
- Messages : 1959
- Remerciements reçus 330
Un chameau peut passer 3 jours sans boire, ....... mais qui a envie d’être un chameau !
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870
Mine de rien, j'y met environs 35 heures par semaine à ma petite compagnie!
Avec le temps, mes couteaux ont développé une bonne réputation et je n'arrive pas à fournir à la demande! J'aimerais bien ne faire que ça à temps plein, mais je n'ai pas le courage de mettre en jeu la sécurité financière de ma petite tribu pour vivre de ma passion... il y a de magnifiques petites vies qui dépendent encore de moi Pour en vivre, j'y arriverais assez bien, mais il me faudrait travailler davantage en mode production de modèles plutôt que faire des customs et là, je n'aurais plus le même intérêt... Alors pour l'instant, je continue à travailler sur le raffinement de ma technique et étudier, ça remplie déjà bien assez mon petit coeur
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-

- Hors Ligne
- Membre premium
-
genre comment la ou les lames peuvent "refroidir" également si elle sont en serre entre deux plaques. ça m'intrigue
- l'acier après avoir reçu la trempe, le revenu et le polissage garde t'il les même propriétés inoxydable?
Merci pour ton partage et ton pas a pas m'aide à mieux comprendre ta passion de fabriquer les "couteaux"
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870
Je commence par ta deuxième question, oui, l'acier va conserver ses propriétés stainless suite aux traitements thermiques!
Pour la première...Les aciers carbone que l'on trempe à l'huile sont des aciers simples qui sont principalement composés d'atomes de fer et de carbone avec un très très petit % d'autres éléments comme le magnésium, le souffre, le silicium... ces aciers simples comptent principalement sur le carbone pour durcir et le refroidissement doit être très rapide (environs 15 secondes) pour que sa nouvelle structure cristallographique créé par la chauffe (austénitisation) se fixe en austénite.
Pour les aciers stainless (13% de chrome et plus!), l'alliage des éléments est différent et ce n'est plus seulement le carbone qui permet le durcissement. On y retrouvera entres autres comme éléments le chrome, le vanadium, molybdène, tungstène et ceux-ci n'ont pas besoin d'un refroidissement aussi rapide pour durcir comme le carbone. Le processus s'étend jusqu'à 5 minutes avant que le durcissement ne s'opère complètement. Le mettre entre des plaques d'aluminium permet 2 choses, l'absorption de la chaleur par l'aluminium dans la première minute aidé par l'air soufflé au compresseur entre les plaques et conserver la lame droite pendant le processus. Après avoir soufflé l'air une minute ou deux, on peut retirer d'entres les plaques et laisser refroidir le reste à température pièce!
Certains aciers comme l'AEB-L que j'ai utilisé pour ce projet peuvent se tremper soit à l'air ou à l'huile comme la Park 50 qui est spécifiquement conçu pour la trempe. Quand j'ai fait mes tests de traitements thermiques en débutant le travail avec cet acier, mes éprouvettes trempées à l'huile sortaient de trempe entre 60-62 HRC (encore 3 HRC plus bas que le maximum potentiel de 65 HRC de l'AEB-L) avec un grain lorsque je brisais l'éprouvette beaucoup plus inégale... un mélange de grains grossiers et plus fins. À l'air, toujours à 65 avec un grain plus fin et homogène, ce qui est recherché! Donc refroidir plus vite le stainless est moins optimal!
En souhaitant que ça réponde convenablement à ta question! N'hésites pas si tu en a d'autres!
Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Connexion ou Créer un compte pour participer à la conversation.
- JJF
-
- Hors Ligne
- Membre premium
-
- Messages : 2167
- Remerciements reçus 267
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870




Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870

Je fais ensuite tous mes trous.


Quand les trous sont fait, je replace mes scales ensemble et je corrige le cas échéant le bout des 2 scales si jamais j'ai un tantinet bougé lors du perçage... je ne veux pas me rendre compte que mes scales ne finissent pas égales une fois collé...!

Ensuite avec une lime à diamants (c'est la seule chose qui lime de l'acier trempé
) j'agrandi un peu les trous de l'acier pour me donner de la marge de manoeuvre quand je vais mettre les rivets d'un bord à l'autre. Je dois aussi avec une lime ronde faire la même chose pour mes trous dans le bois... une mèche 1/4 et un rivet 1/4 n'ont malheureusement pas le même 1/4...! C'est un bout délicat, car il ne faut pas déformer le trou et laisser de l'espace autour du rivet, c'est laid et mal fini sinon! 
Avant le collage, je fais plein de petits trous sous la scale pour que ça me fasse plein de petits rivets interne d'époxy. Comme ça, mes scales seront encore plus fortement fixées sur la soie de la lame! Je nettoie une dernière fois les scales et la soie à l'acétone pour enlever le gras et la poussière avant le collage!


Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Jackmaya
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Messages : 4219
- Remerciements reçus 870
Une fois sous serres, il y a une étape importante à faire maintenant pour éviter de sacrer quand la colle sera sèche pour finir le bout du manche. J'enlève tout de suite le surplus de colle à l'avant et je nettoie complètement avec de l'acétone et un coton-tige pour ne pas avoir à y revenir plus tard... et une fois durcie, enlever ça sans risquer de toucher la lame est quasi impossible... j'ai ragé souvent avant d'allumer que je pouvais le faire à cette étape-ci!
Voilà pour l'instant, il ne me reste plus qu'à façonner le manche!


Le boeuf est lent, mais la terre est patiente!
www.facebook.com/Danny-Belley-sculpture-...ois-628311687368541/
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-

- Absent
- Membre premium
-
- Messages : 16061
- Remerciements reçus 2887
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-

- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13569
- Remerciements reçus 4337
Connexion ou Créer un compte pour participer à la conversation.