
Fabrication de guides-lame pour scie à ruban 18''
- Norinox
-

- Hors Ligne
- Cet utilisateur est bloqué
-

- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
")
Ptite question
")
Pourquoi ne pas l'avoir fait en un seul coup avec une tige plus longue?
A+
L'avenir... C'est eux

Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
 Auteur du sujet
Auteur du sujet
- Hors Ligne
- Membre premium
-

- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
Norinox écrit: Lache pas, je suis ton projet
Ptite question
Pourquoi ne pas l'avoir fait en un seul coup avec une tige plus longue?
A+
Parce que j'y ai pas pensé.............

Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
Pour filets à gauche le compound doit être viré vers la droite à 30 degrés et le cross-slide mis à zéro lorsqu'Il touche à peine la pièce à filleter .
.JPG)
Checquer si le couteau est bien perpendiculaire à la pièce.Pour filets nord américains le thread est de 60 degrés.
.JPG)
L'indicateur à cadran est mis à zéro et touche au cross-slide.
.JPG)
Je trouvais pas ma charte des gears
 .....il a fallu ouvrir le Machinery's Hanbook.
.....il a fallu ouvrir le Machinery's Hanbook.Petit exercice : ma vis-mère a 8 filets au pouce et moi je dois faire un filet 1/2-13.
On met le nombre de filets de la vis-mère comme dénominateur et le nombre de filets qu'on veut faire comme numérateur , comme ceci
8/13
Ensuite on trouve un chiffre commun aux deux pour les multiplier:
J'ai essayé avec 2 pis 3 mais j'avais pas les gears qui me fallait.
On passe donc à 4.
8 X 4 = 32
13 X 4 = 52
J'ai les 2 gears en question.La 32 va aller sur le spindle et la 52 sur la vis-mère , on prend une + grosse gear pour faire le lien entre les deux , j'ai mis une gear 80 dents.
Disposition des gears pour filleter 13 filets au pouce.
.JPG)
Premier essai : trop serré.
.JPG)
Deuxième essai , encore un brin trop serré:
.JPG)
Je suis pourtant rendu à la profondeur de filets marqué dans les chartes.Une couple de spring passes pis voilà que ça visse ti-guidou:
.JPG)
La pièce terminée , une autre à faire betôt pour le guide d'en dessous.
.JPG)
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
.JPG)
.JPG)
.JPG)
Connexion ou Créer un compte pour participer à la conversation.
- Snap-on
- Hors Ligne
- Membre premium
-
- Messages : 7124
- Remerciements reçus 751
“Quand le dernier arbre aura été abattu, la dernière rivière empoisonnée et le dernier poisson péché, alors l' homme s'apercevra que l'argent ne se mange pas.”
Connexion ou Créer un compte pour participer à la conversation.
- Syrois
-

- Hors Ligne
- Membre premium
-
- Messages : 3009
- Remerciements reçus 492
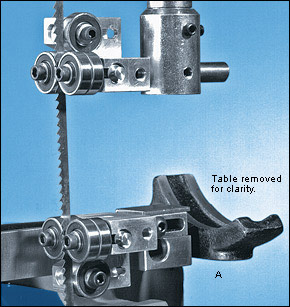
Mais je me pose une question a ce point ci de l exposé...
J ai peut être manqué un bout mais...
Si je me fie a la première photo du fil il semble pas y avoir de guide ou de bearing a l arrière se la lame . Est ce intentionnel?
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
J'ai 3 options pour le bearing arrière que j'étudie présentement car je suis rendu là.
1-Avec vis d'ajustement
2-Avec une plaque qui coulisse sur une barrure
3-Avec une cam
J'essaie de penser aux difficultés de fabrication et au rendement , 2 choses importantes avant de décider lequel choisir.
En attendant , quelques photos / renseignements à propos des guides latéraux:
Les bearings sont groupés 2 par deux sur un arbre avec un snap ring pour les séparer.
.JPG)
.JPG)
Je vais mettre le code des bearings , à souère m'en souviens pas par coeur.
Le devant du mini shaft 7/8'' X 2'' est percé / fileté 5/16''-18 pour retenir les 2 bearings sur le shaft.
.JPG)
Et l'arrière du shaft est percé 3/8''-16 pour le retenir au morceau de métal ( fer angle 3/8'' d'épais ).
Le trou est décentré dans le but de le rapprocher / éloigner de la lame et de le barrer en place ensuite.
.JPG)
.JPG)
Un bearing avec la snap ring.
.JPG)
Le tout une fois assemblé.Les 4 arbres sont en stainless.
.JPG)
Connexion ou Créer un compte pour participer à la conversation.
- Delta
-

- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 10492
- Remerciements reçus 1931
Je suis dans la RUE
Mon Atelier: www.flickr.com/photos/92678483@N04/sets/72157644005167625/
Normand
Regroupement des amateurs et restaurateurs de machines antiques.
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
Delta écrit: Veux tu faire comme Carter pour le guide arrière.
C'est une des 3 options.
Connexion ou Créer un compte pour participer à la conversation.
- Syrois
-
- Hors Ligne
- Membre premium
-
- Messages : 3009
- Remerciements reçus 492
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
J'ai un paquet de 1 1/4'' à grosses dents mais pas sûr que va utiliser ça.
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
6201 : 32mm OD X 10mm ID X 10mm épaisseur.
6203 : 40mm OD X 17mm ID X 12mm épaisseur.
Connexion ou Créer un compte pour participer à la conversation.
- Badboy
-
Auteur du sujet
- Hors Ligne
- Membre premium
-
- Membre du RARMA
- Messages : 9679
- Remerciements reçus 977
Finalement j'ai tourné deux nouvelles vis 1/2-13 à gauche en stainless au lieu du cold rolled que j'avais fait.
Je trouvais que les filets avaient un ti-peu trop de lousse dans le bloc pis ça me gossait au pluriel.
Un guide-lame devrait fonctionner sans trop de lousse si on veut qui performe bien.
Les 2 nouvelles starlettes:
.JPG)
.JPG)
Vérification des filets avec les piges à filets:
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
Dans la vérification , en fait on cherche à savoir le '' pitch diameter '' que donne le filletage et ensuite on va voir dans le Machinery's Handbook si on a bien réussi ou pas pan toute.
Si y en a que ça intéresse , je partirai un autre fil sur ce sujet.
Pour le bearing en arrière de la lame , ben ça a pas avancé d'un iota , j'avais d'autres choses à faire qui m'Ont dévié un peu du projet mais je compte bien m'y remettre le plus tôt possible.
Bye!
Connexion ou Créer un compte pour participer à la conversation.
- Norinox
-
- Hors Ligne
- Cet utilisateur est bloqué
-
- Mes racines: être debout à l'adversité des non-élu
- Messages : 8054
- Remerciements reçus 1152
 chanceux va
chanceux va Chu encore à faire ça avec les queux de mèche à fer
A+
L'avenir... C'est eux
Mon rêve ... forger avec la répétabilité d'un robot ... ouff
Connexion ou Créer un compte pour participer à la conversation.
- Renovaideur
-

- Hors Ligne
- Membre premium
-
- Messages : 18700
- Remerciements reçus 2259
Pis même si je connais rien , tu esssspliques bien.
Avec du duct tape tout est possible......sauf coller des bandes abrasives....
Connexion ou Créer un compte pour participer à la conversation.