
Matrices de filetage
- Toxedo_2000
-

- Hors Ligne
- Modérateur
-

- Les femmes m'aiment, les poissons me craignent!
- Messages : 11518
- Remerciements reçus 2306
La modération a bien meilleur goût, sauf pour le vin ! Et la bière !... Et les outils! Hahaaaa
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-

- Hors Ligne
- Membre premium
-

- Messages : 16058
- Remerciements reçus 2886
Oldtimers écrit: Un taraud pour fabriquer des filets est rond et est fendu et habituellement a une vis d'ajustement, normalement ils arrivent prés regler de compagnie au dimension exact selon les normes. Un taraud de rectification est habituellement a 6 cotes et n'est pas fendu et est seulement pour nettoyer un filet et n'est pas concu pour le filletage, meme si certain s'en serve pour la coupe de filets. Disons que ca peux faire le travail quand meme, par contre vous remarquerez que le filet n'a pas un fini lisse, le dessus du filet est rugueu.
Merci Roger.
")
Connexion ou Créer un compte pour participer à la conversation.
- Bricoleur22
-

- Hors Ligne
- Membre premium
-
- J'ai 66 ans et il me manque qu'une seule dent
- Messages : 13567
- Remerciements reçus 4335
Le secret c'est d'être patient, ne pas essayer d'aller trop vite, d'utiliser le tournegauche et utiliser le lubrifiant dans l'acier et surtout dans le SS...
Car quand ca casse, on bougonne, des "jauraisdondu" et des mots d'église nous passe par le tête ...
Une job de 4 trous a tarauder qui devait prendre 10 minutes, quand ca casse, peut virer en cauchemar et pourrait durer deux heures et plus, car c'est souvent pas drôle a retirer ...
Si il dépasse, on est peut-être chanceux. Si le trou est pas défoncé ca part mal en titi... Il reste a essayer de le casser, mais parfois on s'embourbe et parfois ça marche. Il y a le traitement thermique, mais ça dépend aussi de la masse de la pièce. Sans compter les autres irritants, on est pas toujours sur un établis, parfois c'est a la verticale, parfois au plafond, dans un échelle, la pénombre, l'eau qui nous coule dans le cou,la chaleur environnante....
BonBonBon, je vais arrêter ca là je vais vous faire brailler, je déborde a matin (mais j'ai vécu ça pour le vrai) !
A+
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-

- Hors Ligne
- Membre premium
-
Par contre faire un filetage dans une tole mince, pièces de fonte (mince ou épaisse) dans du cuivre, alum, etc. demandent certains ajustements de la grosseur du foret
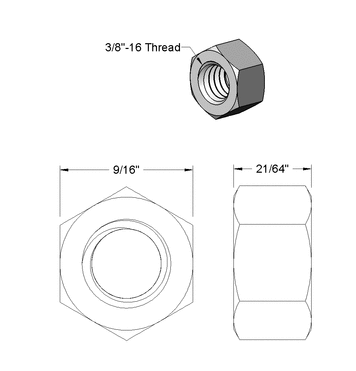
en exemple un filet de 3/8 16-NC dans une section en inox de 3/4 d'épais ne demande pas la même mèche que celui dans la tôles 12 jauges (0.0598")
prendre la mèche recommander (5/16) est a haut risque dans l'exemple de l'inox car demande trop de couple pour ce que le tap peut recevoir (cassure dans le haut du tap) et dans la tole on va y aller plus petit encore que 5/16 car c'est un peu trop lousse
ici une idée des forets que l'on peut utiliser avec un tap 3/8 16-NC standard selon le % de profondeur désirer
5/16 est celui suggéré généralement par les chartes générale

un bon truc pour aider à visualiser ce que l'on peut prendre :
si on part avec le foret recommander dans les chartes générales, alors on va comparer l'épaisseur de ce que l'on veut fileter avec l'épaisseur d'un écrou standard et mettre plus grand à mesure que l'épaisseur augmente et aussi la dureté du matériel
.
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.